汽車零部件,3C精密電子,醫(yī)療器械,其他精工制造
員")
普通會(huì)員

產(chǎn)品價(jià)格¥0.24元/只
產(chǎn)品品牌屹緯精密
最小起訂≥50000 只
供貨總量10000000 只
發(fā)貨期限自買家付款之日起 15 天內(nèi)發(fā)貨
瀏覽次數(shù)54
企業(yè)旺鋪http://www.bruse.cn/gongsi/invitech2020/
更新日期2023-01-07 10:15
會(huì)員級(jí)別:企業(yè)會(huì)員
已 繳 納:0.00 元保證金
我的勛章: [誠(chéng)信檔案]
在線客服:
擊交談/留言")
擊旺旺交談/留言")
企業(yè)二維碼: 企業(yè)名稱加二維碼
有限公司")
品牌: |
屹緯精密 |
所在地: |
浙江 湖州市 |
起訂: |
≥50000 只 |
供貨總量: |
10000000 只 |
有效期至: |
長(zhǎng)期有效 |
原材料最薄: |
0.1mm |
產(chǎn)品制造精度: |
±0.01mm |
金屬表面處理: |
除油,拋光,清洗,電鍍(鍍金、鍍銀、鍍鎳、鍍錫、鍍鋅等),陽極氧化,電泳等 |
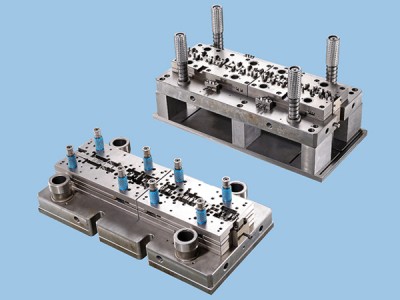
好的模具設(shè)計(jì)可以提升模具壽命、耐用性、生產(chǎn)效率、降低生產(chǎn)成本以及確保產(chǎn)品的品質(zhì)。那么模具設(shè)計(jì)的時(shí)候需要注意些什么呢?下面由小編為大家介紹精密金屬?zèng)_壓模具設(shè)計(jì)時(shí)一定要注意的13個(gè)事項(xiàng)。
1、在設(shè)計(jì)料帶前,一定要了解零件的公差要求,材料性能、沖床噸位、沖床臺(tái)面、SPM(每分鐘沖次)、送料方向、送料高度、模厚要求、材料利用率、模具使用壽命。
2、在設(shè)計(jì)料帶時(shí),要同時(shí)進(jìn)行CAE分析,主要考慮材料的變薄率,要和客戶多加溝通。
3、料帶設(shè)計(jì)是對(duì)制品成型工藝的分析,基本上決定了模具是否成功。
4、在模具設(shè)計(jì)中,模具材料的選擇和熱處理以及表面處理,特別是金屬拉伸件。
5、d一次試模時(shí),一定要慢慢將上模合下,對(duì)于有拉伸工序時(shí),一定要用保險(xiǎn)絲試料位厚度,料位間隙達(dá)到材料厚度后再試模,刀口一定要先對(duì)好。拉延筋請(qǐng)使用活動(dòng)鑲件,以便于調(diào)節(jié)拉延筋的高度。
6、試模時(shí),基準(zhǔn)孔、基準(zhǔn)面一定要模具配好后再將產(chǎn)品放在檢具上測(cè)量,或送去CMM做3D報(bào)告。
7、紅丹一定要配好,否則產(chǎn)品不穩(wěn)定,無法進(jìn)行后期的改模判斷,零件尺寸將達(dá)不到客戶要求。
8、折彎較多的零件,調(diào)模時(shí)要按工序一步一步來調(diào)折彎。
9、調(diào)成型角度時(shí),可以收小折彎時(shí)的R角或移動(dòng)折線基準(zhǔn)來實(shí)現(xiàn)達(dá)到成型角度的目的。
10、調(diào)模時(shí)多數(shù)采用墊片來調(diào)節(jié)成型公的高低,或者左右前后移動(dòng)成型公件,墊片一般使用不銹鋼硬片。
11、對(duì)于受到成型后影響的剪邊線,要選擇在成型后再剪切,特別位置可以采用橫切的方式來實(shí)現(xiàn)。
12、對(duì)于多個(gè)基準(zhǔn)孔位,采用一次沖孔成型的方法,避免分步?jīng)_切后影響精度。
13、對(duì)于產(chǎn)品破裂,可以采取在前期拉伸時(shí)加包、擠料、增加片桿成型面積,開孔等多種方式進(jìn)行,在改模之前要進(jìn)行CAE分析。
以上是一些在實(shí)際沖壓加工工作中的經(jīng)驗(yàn)總結(jié),希望對(duì)閱讀到此文的人有幫助。浙江屹緯精密,位于浙江湖州,精密金屬?zèng)_壓、拉伸成型、精密注塑、嵌件注塑的生產(chǎn)廠家。

還沒找到您需要的機(jī)械零部件加工產(chǎn)品?立即發(fā)布您的求購(gòu)意向,讓機(jī)械零部件加工公司主動(dòng)與您聯(lián)系!
立即發(fā)布求購(gòu)意向本網(wǎng)頁所展示的有關(guān)【精密金屬?zèng)_壓模具設(shè)計(jì)時(shí)一定要注意的13個(gè)事項(xiàng)_機(jī)械零部件加工_浙江屹緯精密技術(shù)有限公司】的信息/圖片/參數(shù)等由商易網(wǎng)的會(huì)員【浙江屹緯精密技術(shù)有限公司】提供,由商易網(wǎng)會(huì)員【浙江屹緯精密技術(shù)有限公司】自行對(duì)信息/圖片/參數(shù)等的真實(shí)性、準(zhǔn)確性和合法性負(fù)責(zé),本平臺(tái)(本網(wǎng)站)僅提供展示服務(wù),請(qǐng)謹(jǐn)慎交易,因交易而產(chǎn)生的法律關(guān)系及法律糾紛由您自行協(xié)商解決,本平臺(tái)(本網(wǎng)站)對(duì)此不承擔(dān)任何責(zé)任。您在本網(wǎng)頁可以瀏覽【精密金屬?zèng)_壓模具設(shè)計(jì)時(shí)一定要注意的13個(gè)事項(xiàng)_機(jī)械零部件加工_浙江屹緯精密技術(shù)有限公司】有關(guān)的信息/圖片/價(jià)格等及提供【精密金屬?zèng)_壓模具設(shè)計(jì)時(shí)一定要注意的13個(gè)事項(xiàng)_機(jī)械零部件加工_浙江屹緯精密技術(shù)有限公司】的商家公司簡(jiǎn)介、聯(lián)系方式等信息。
在您的合法權(quán)益受到侵害時(shí),歡迎您向郵箱發(fā)送郵件,或者進(jìn)入《網(wǎng)站意見反饋》了解投訴處理流程,我們將竭誠(chéng)為您服務(wù),感謝您對(duì)商易網(wǎng)的關(guān)注與支持!
(c)2008-2018 DESTOON B2B SYSTEM All Rights Reserved sitemaps
關(guān)鍵詞:b2b電子商務(wù)平臺(tái) 免費(fèi)發(fā)布信息的平臺(tái) 電子商務(wù) B2B網(wǎng)站 免費(fèi)B2B平臺(tái) B2B網(wǎng)上貿(mào)易 B2B信息平臺(tái)
免責(zé)申明:本站所有信息均由會(huì)員自由發(fā)布,本站不承擔(dān)由于內(nèi)容的合法性及真實(shí)性所引起的一切爭(zhēng)議和法律責(zé)任。
(c)2008-2018 DESTOON B2B SYSTEM All Rights Reserved sitemaps
魯ICP備13017841號(hào) 魯公安備案號(hào):37089702000221
 客服:
戰(zhàn)略合作:
客服:
戰(zhàn)略合作:


